高品质的产品依靠优质的设备作保障。金坦生物技术股份有限公司目前拥有生产设备660余台,主要生产系统设备均选用当今世界著名制药设备公司的先进产品,按照欧洲GMP要求进行设计、制造、安装和验证,符合中国现行GMP标准。
生产物料通过工艺管线密闭传输,避免敞口操作,与外界及操作人员无任何接触,实现了工艺生产的管道化。凡是与产品相接触的材质均为进口优质316L不锈钢,管道与储罐内外壁均作抛光处理,设备表面平整、光洁,不与产品发生化学反应,并无吸附作用,易于清洁消毒,耐腐蚀。管道设计安装时有一定的倾斜度,避免了管内物料的积存。

工艺管线及设备均可在位清洗,需要灭菌的工艺管线及设备均可实现在位灭菌,灭菌操作全部使用纯蒸汽进行,使清洗操作及灭菌操作效果确定且稳定,全套生产设备自动化程度很高,操作人员通过操作在控制室的电脑或现场的触摸屏实现所有工艺过程的控制。生产车间选用瑞典Getinge公司的双扉蒸汽灭菌柜及丹麦Lytzen公司的双扉电热灭菌柜,设有自动记录及监测装置,物料从准备端进箱灭菌,到使用端出箱,全部自动操作。制剂生产选用的电热灭菌柜为内带百级层流保护的特殊型号烤箱,出箱端也有层流保护。所有蒸汽灭菌柜与电热灭菌柜均经过严格验证,降低了劳动强度,防止了污染,保证了产品质量。

原液生产发酵系统选用德国B.Braun公司的全自动发酵罐,细胞培养系统选用美国NBS公司的细胞培养罐。二者的控制系统均采用上、下位机控制方式,可在现场控制、读取各种工艺参数,也可在控制室电脑上进行工艺控制,采集工艺数据,绘制各种工艺图表,使系统的控制更加稳定和可靠。分离与离心系统选用瑞典Alfa Laval公司与美国Carr公司的离心设备,满足生物制药固液分离的各种需求,包括自动卸料、自动出渣、在位清洗等各种先进功能。层析系统、层析柱及层析介质选用瑞典Pharmacia公司的先进产品,具有远程控制与数据采集功能,层析过程由程序控制,另外,装柱工作站实现装柱的自动化,提高了装柱效果,避免了工艺过程人为因素发生的偏差。

制剂生产选用德国B+S全自动分装生产线,从洗瓶、灭菌、灌装、加塞到压盖均全自动进行。灭菌隧道内为百级层流,灌装与加塞也在层流下进行,为了保证灌装质量,在百级层流灌装区设有两台在线尘埃粒子检测器,随时监测空气中的尘埃粒子。生产选用的胶塞为美国West公司的免洗产品,装在有呼吸层的塑料袋内,灭菌后直接使用。生产选用的预充注射器为法国BD公司产品,为无菌、无热原、洁净包装,可直接使用。分装生产线还采用了传送带分段传送的措施,解决了分装制品穿越不同洁净级别区域,传送带造成污染的问题。制剂生产选用的冻干机为德国Finn Aqua公司产品,可自动压塞,具有在位消毒功能。这些先进的硬件设施有效保证了最终产品的质量。

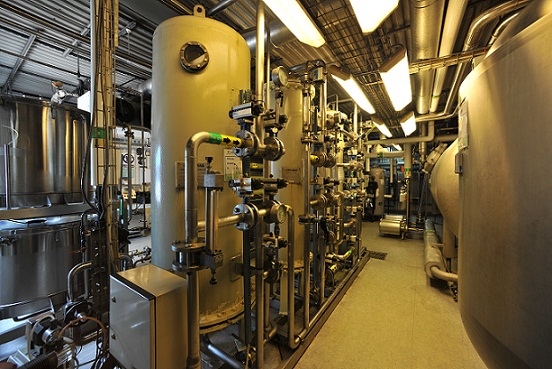
水处理系统及纯蒸汽系统选用了意大利Stilmas公司的成套设备,主要生产软化水、反渗透水、注射用水及纯蒸汽,其中软化水用于各种冷却、消防、洗手。反渗透水用于第一遍清洗水,并用作注射用水及纯蒸汽的水源。注射用水为工艺用水,如配液用水,同时也是各种清洗的最后清洗用水,如洗瓶、容器的在位清洗(CIP)等。纯蒸汽主要用于设备的在线灭菌及发酵培养基灭菌、蒸汽灭菌柜的灭菌汽源。反渗透水与注射用水分配管道设计和安装成循环管道,无死角和盲管,其中注射用水设计为85℃循环。水系统储罐和分配管道系统定期灭菌,储罐的排气口安装了不脱落纤维的疏水性除菌滤器,这些设计,有效地防止了微生物的滋生和污染。
通风空调净化系统由瑞典Emtunga公司设计制造安装,共有四套独立的空调系统,分别用于各生产系统。其控制系统由美国Johnson Control公司设计。整个通风空调净化系统由电脑全自动控制,可随时监测与记录风量、温度、湿度等参数。必要时可很方便地进行参数的优化调整,以适应不同产品生产的需要。
目前,公司产品品质得到了越来越多客商的青睐,产品远销世界二十多个国家。公司以其出众的生物设备优势,与来自国内尖端医药科技企业深入合作,实现发展共赢,努力做生物技术的强者,创生命科学的辉煌。